河源荧光磁粉探伤机制造商
发布时间:2023-01-11 01:31:19
河源荧光磁粉探伤机制造商
通用磁粉探伤机真的是有辐射的吗?1.电磁辐射和电磁辐射污染的区别电磁辐射和电磁辐射污染是两个不同的概念。任何带电体都有电磁辐射。当电磁辐射强度大于国家标准时,会产生负面影响,引起不同的病理变化,对人体造成伤害。超过标准电磁场强度的辐射称为电磁辐射污染。2.通用荧光磁粉探伤机对强电磁辐射或中频电炉的存在非常敏感,会影响荧光磁粉探伤机的正常运行。荧光磁粉探伤机只能正常工作,没有强电磁辐射和电磁干扰。3.普通荧光磁粉探伤机在国内外所有相关技术标准中都没有辐射。应注意对某些辐射采取保护措施。几十年来,荧光磁粉探伤机在我国设备的实际应用中没有对操作人员造成任何伤害。特别是在航空和铁路领域,通用荧光磁粉探伤机的应用非常严格。两个部门都没有关于通用荧光磁粉探伤机的任何信息,其技术力量非常强大。4.通用荧光磁粉探伤机的磁化时间是间歇的。根据我们的计算,荧光磁粉探伤机的磁化时间约为每8-10秒一次,检测线模型上的一次磁化时间约为1秒,因此效率非常高。通用荧光磁粉探伤机的间隔时间会更长。如果通用荧光磁粉探伤机能对人体产生辐射,不管是好是坏,我相信这个时间很小。5.如果使用荧光磁粉探伤机,将配备紫外线灯进行辅助观察。紫外线灯有相应的技术标准。
河源荧光磁粉探伤机制造商
通用磁粉探伤机作为无损探伤设备中的一员,这一章将带您了解探伤机的关键常识,相信经过这篇文章您必定能够知道探伤机有哪些用处,知道到探伤机的养护技巧。希望各位在选购探伤机的时候有更深的知道,期待各位致电来咨询探伤机的关键常识。保养技巧1:探伤机的用处探伤机能够显现零部件、焊接表面和内部缺点,Z后来断定工件的质量。用处一,能够显现工件不连续性的方位、形状与巨细。用处二,探伤机有着很高的查看灵敏度,能够直观的显现被测工件缺点的方位、形状、巨细和严峻程度,它能够好的查看缺点的重复性。用处三,在管材、棒材、型材、焊接件、机加工件、锻件探伤中探伤机得到了非常广泛的运用。

河源荧光磁粉探伤机制造商
荧光磁粉探伤机过程的工作方法介绍荧光磁粉探伤机的过程包括:预处理、磁化、施加磁粉、检验、记录以及退磁。1.工件表面预处理用机械或化学方法把工件表面的油污、氧化皮、涂层、焊剂和焊接飞溅物等清理干净,以免影响磁粉在工件表面上的流动和漏磁场对磁粉的吸引。在应用干粉法检验时,还应使工件表面干燥,以免使磁粉受潮而无法进行检验。2.工件磁化选择适当的磁化方法及磁化规范,然后利用磁粉探伤设备使工件带有磁性,产生漏磁场准备磁粉探伤。

河源荧光磁粉探伤机制造商
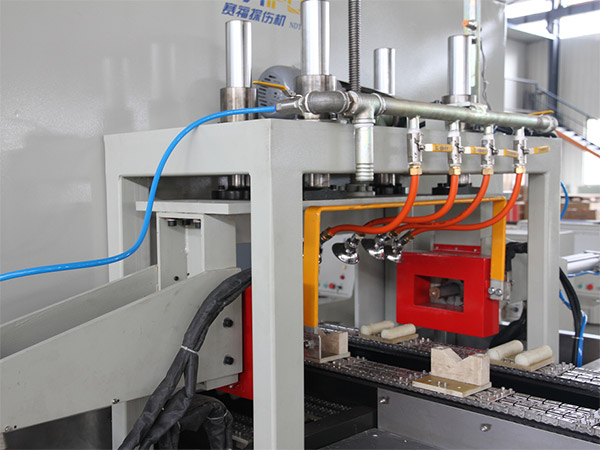
荧光磁粉探伤机结构所实现的探伤原理荧光磁粉探伤机是采用机电分体固定卧式结构的一种轴承环磁粉探伤机,主要用于铁道、汽车、机械行业等,是目前对探伤效果较好的一种轴承探伤机。磁化电源:磁化电源采用可控硅变流技术,将高电压小电流转换成低电压大电流,两路电流均分别连续可调,并带断电相位控制,磁化电流的大小可直接在表头上读出。磁化电源具有过流和过压保护装置,可控硅选取较高的安全系数,耐压为1600V。控制系统:控制系统由PLC集中控制,机器的各动作如穿棒、打开、喷液、磁化、退磁、等动作均通过PLC控制,机器配有各动作的手动操作按钮。

河源荧光磁粉探伤机制造商
通用磁粉探伤机是建立在漏磁原理基础上的一种磁力探伤方法根据通用磁粉探伤机超声波在介质中传达的速度和传达的时刻,就可知道缺陷的方位。当缺陷越大,反射面则越大,其反射的能量也就越大,故可根据反射能量的大小来查知各缺陷的大小。常用的探伤波形有纵波、横波、表面波等,前二者适用于勘探内部缺陷,后者适宜于勘探表面缺陷,但对表面的条件恳求高。当磁力线穿过铁磁材料及其制品时,在磁性不连续处将发作漏磁场,构成磁极。磁粉探伤机是建立在漏磁原理基础上的一种磁力探伤方法。此时撒上干磁粉或浇上磁悬液,磁极就会吸附磁粉,发作用肉眼能直接调查的明显磁痕。

河源荧光磁粉探伤机制造商
超声波探伤机应用的常见领域荧光磁粉探伤机在工件探伤里的应用是非常多的,这主要是由其所具有的探伤方式多、成本低、探伤面积广等优点而决定的。要知道探伤机是很难应用到所有工件探伤中的,这也就致使其存在一定的局限性。这一章通用磁粉探伤机就和大家共同探讨下探伤机的优缺点各有哪些,让各位了解探伤机应用的常见领域!1:磁粉探伤机的优缺点优势:可以直观的显示出缺陷的位置、大小、形状和严重度,而且检测灵敏度比较高,甚至可以检测出微米级宽度的缺陷;在检测时探伤机几乎不受工件大小和几何形状的影响;要是用于检测单个工件,其检测速度快,工艺简单,成本低,污染轻。劣势:只能检测铁磁性材料,限于检测工件表面和近表面缺陷;要是发生通电法和触头法磁化时,易导致打火烧伤等等。