南京通用磁粉探伤机报价
发布时间:2024-04-28 01:12:46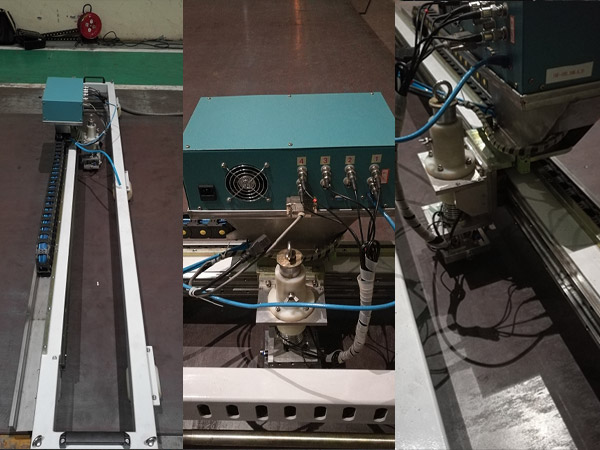
南京通用磁粉探伤机报价
使用超声波探伤机检测焊缝容易出现哪些漏检情况?在世界范围内,所有重工业部门都采用焊接技术制造各种重要的结构,现代的船体、压力容器和各种钢结构都广泛采用焊接结构。为了实现对重要钢结构工程的质量控制,检测焊缝内部是否存在危害性缺陷,我们引入了无损检测技术。而超声检测是检测焊接件并为焊缝内部质量评价提供重要依据的主要无损检测手段之一。焊接件焊缝中常见的内部缺陷主要有不连续性、几何偏析、冶金不均匀,超声检测一般只关心焊缝的宏观缺陷,即各种不连续性的缺陷:气孔、夹渣、未焊透、未熔合和裂纹等。焊接缺陷的危害:1、由于不连续性缺陷,减少了焊缝的承载面积,降低了拉伸强度。2、由于缺陷形成不规则的缺口,缺口会发生应力集中和脆化现象,导致钢结构在使用过程中容易产生裂纹并扩展。

南京通用磁粉探伤机报价
荧光磁粉探伤机结构所实现的探伤原理荧光磁粉探伤机是采用机电分体固定卧式结构的一种轴承环磁粉探伤机,主要用于铁道、汽车、机械行业等,是目前对探伤效果较好的一种轴承探伤机。磁化电源:磁化电源采用可控硅变流技术,将高电压小电流转换成低电压大电流,两路电流均分别连续可调,并带断电相位控制,磁化电流的大小可直接在表头上读出。磁化电源具有过流和过压保护装置,可控硅选取较高的安全系数,耐压为1600V。控制系统:控制系统由PLC集中控制,机器的各动作如穿棒、打开、喷液、磁化、退磁、等动作均通过PLC控制,机器配有各动作的手动操作按钮。

南京通用磁粉探伤机报价
荧光磁粉探伤机在特殊情况下的测量要领部分荧光磁粉探伤机,其由资料导磁变化形成的磁痕汇集;在特殊情况下,两种不同资料的接壤面处磁粉堆积;、碳化物层组织偏析;零件截面尺寸的突变处磁痕;磁化电流过高,因金属流线形成的磁痕;、由于工件外表不清洁或油污形成的斑点状磁痕。磁粉探伤的大体流程是怎样的呢?规程的适用范围;磁化办法(包括磁化标准、工件外表的准备);磁粉(包括粒度、颜色、磁悬液与荧光磁悬液的配制)。试片、技术操作、质量评定与检验记载。检测方法有哪些?1、选择任一主平面进行检测,并沿着相互垂直的格子线中心扫查,格子线间距为200mm,应对板边沿宽度为50mm的带状区域进行100%扫查。

南京通用磁粉探伤机报价
通用磁粉探伤机该怎样进行正确的清洗或更换呢?一、在使用通用磁粉探伤机之前,我们需要打开夹紧装置的门,然后检查运行槽,并检查里面的电线是否被湿气弄湿。二、看看控制通用通用磁粉探伤机的面板和控制器,看看它是否受潮。同时,检查连接的电线等是否松动或脱落,注意连接部位是否生锈。如果是这样,尽快更换生锈的零件。三、检查一般通用磁粉探伤机是否有漏气现象,这种情况应立即处理,有漏气的设备或零件。四、每次使用一段时间后,应清洗储液罐并更换紫外线灯,因为这些零件在使用一段时间后会被弄脏或磨损。这时,我们需要清洗或更换通用磁粉探伤机。只有这样,才能保证通用磁粉探伤机在使用过程中的准确性。

南京通用磁粉探伤机报价
通用磁粉探伤机探伤的通电时间要注意下面两点:1、运用持续法磁化时要明晰通电时间需要确保磁粉能在通电情况下运用完结;2、运用剩磁法磁化时,磁化时间通常是0.2-1s,运用冲击电流时要在10ms以上,连续通电两次以上。假设磁粉探伤机在探伤时分能有满足的磁势那么就可以不按照这个规定的捆绑。用磁粉探伤机对焊缝实施探伤时也要知道两个内容:1、一个是在焊接后要对焊缝实施热处理时,就要终的热加工后实施探伤。2、对热加工后的缝隙和压力容器的探伤,其磁化办法不要运用直接通电流的办法。