烟台荧光磁粉探伤机供应商
发布时间:2024-10-16 01:06:02
烟台荧光磁粉探伤机供应商
通用磁粉探伤机是建立在漏磁原理基础上的一种磁力探伤方法根据通用磁粉探伤机超声波在介质中传达的速度和传达的时刻,就可知道缺陷的方位。当缺陷越大,反射面则越大,其反射的能量也就越大,故可根据反射能量的大小来查知各缺陷的大小。常用的探伤波形有纵波、横波、表面波等,前二者适用于勘探内部缺陷,后者适宜于勘探表面缺陷,但对表面的条件恳求高。当磁力线穿过铁磁材料及其制品时,在磁性不连续处将发作漏磁场,构成磁极。磁粉探伤机是建立在漏磁原理基础上的一种磁力探伤方法。此时撒上干磁粉或浇上磁悬液,磁极就会吸附磁粉,发作用肉眼能直接调查的明显磁痕。

烟台荧光磁粉探伤机供应商
通用磁粉探伤机探伤的通电时间要注意下面两点:1、运用持续法磁化时要明晰通电时间需要确保磁粉能在通电情况下运用完结;2、运用剩磁法磁化时,磁化时间通常是0.2-1s,运用冲击电流时要在10ms以上,连续通电两次以上。假设磁粉探伤机在探伤时分能有满足的磁势那么就可以不按照这个规定的捆绑。用磁粉探伤机对焊缝实施探伤时也要知道两个内容:1、一个是在焊接后要对焊缝实施热处理时,就要终的热加工后实施探伤。2、对热加工后的缝隙和压力容器的探伤,其磁化办法不要运用直接通电流的办法。
烟台荧光磁粉探伤机供应商
通用磁粉探伤机该怎样进行正确的清洗或更换呢?一、在使用通用磁粉探伤机之前,我们需要打开夹紧装置的门,然后检查运行槽,并检查里面的电线是否被湿气弄湿。二、看看控制通用通用磁粉探伤机的面板和控制器,看看它是否受潮。同时,检查连接的电线等是否松动或脱落,注意连接部位是否生锈。如果是这样,尽快更换生锈的零件。三、检查一般通用磁粉探伤机是否有漏气现象,这种情况应立即处理,有漏气的设备或零件。四、每次使用一段时间后,应清洗储液罐并更换紫外线灯,因为这些零件在使用一段时间后会被弄脏或磨损。这时,我们需要清洗或更换通用磁粉探伤机。只有这样,才能保证通用磁粉探伤机在使用过程中的准确性。

烟台荧光磁粉探伤机供应商
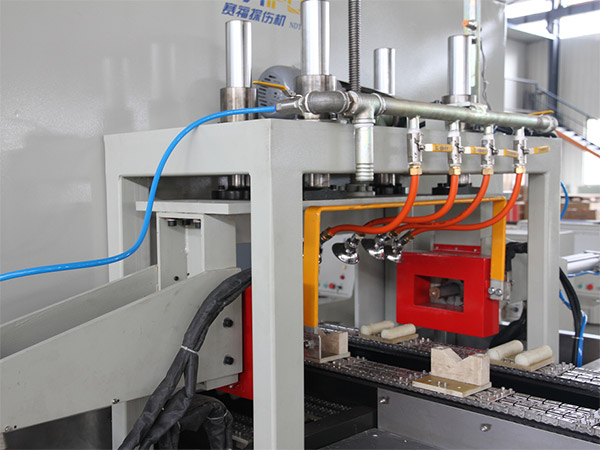
如何选择荧光磁粉探伤机?下面探伤机厂家给大家介绍下相关内容:1、用户选择荧光磁粉探伤机,要考虑到许多因素,主要根据探伤工件的几何尺寸,现场条件,每天要探伤的数量及工件的光洁度,这样就可以综合考虑,选择相应的规格型号,确定购置适用的磁粉探伤机。1)签约合同时应明确告知产品符合《JB/T8290-2011》机械行业的标准,退磁效果:≤0.3mT(双方可提前约定),A型试片30/100清晰显示。(固定磁粉探伤机和专用设备)2)工作环境若探伤工作是在固定场所进行,选择固定磁粉机为主;若在生产现场,且工件品种单一,检查数量较大,应采用专用检测设备,或将磁化与退磁等功能分别设置以提高检查速度;若在实验室,以探伤实验为主,则应考虑功能较为齐全的固定式磁粉探伤机,若工作环境在野外,应选择移动式或便携式探伤机进行工作。人工置放试件在托架上,按动启动按钮,进入自动程序→[启动、夹紧试件]→[喷淋]→[磁化]→[观察]→[退磁]→[松开]→[结束]

烟台荧光磁粉探伤机供应商
通用磁粉探伤机真的是有辐射的吗?1.电磁辐射和电磁辐射污染的区别电磁辐射和电磁辐射污染是两个不同的概念。任何带电体都有电磁辐射。当电磁辐射强度大于国家标准时,会产生负面影响,引起不同的病理变化,对人体造成伤害。超过标准电磁场强度的辐射称为电磁辐射污染。2.通用荧光磁粉探伤机对强电磁辐射或中频电炉的存在非常敏感,会影响荧光磁粉探伤机的正常运行。荧光磁粉探伤机只能正常工作,没有强电磁辐射和电磁干扰。3.普通荧光磁粉探伤机在国内外所有相关技术标准中都没有辐射。应注意对某些辐射采取保护措施。几十年来,荧光磁粉探伤机在我国设备的实际应用中没有对操作人员造成任何伤害。特别是在航空和铁路领域,通用荧光磁粉探伤机的应用非常严格。两个部门都没有关于通用荧光磁粉探伤机的任何信息,其技术力量非常强大。4.通用荧光磁粉探伤机的磁化时间是间歇的。根据我们的计算,荧光磁粉探伤机的磁化时间约为每8-10秒一次,检测线模型上的一次磁化时间约为1秒,因此效率非常高。通用荧光磁粉探伤机的间隔时间会更长。如果通用荧光磁粉探伤机能对人体产生辐射,不管是好是坏,我相信这个时间很小。5.如果使用荧光磁粉探伤机,将配备紫外线灯进行辅助观察。紫外线灯有相应的技术标准。

烟台荧光磁粉探伤机供应商
荧光磁粉探伤机过程的工作方法介绍荧光磁粉探伤机的过程包括:预处理、磁化、施加磁粉、检验、记录以及退磁。1.工件表面预处理用机械或化学方法把工件表面的油污、氧化皮、涂层、焊剂和焊接飞溅物等清理干净,以免影响磁粉在工件表面上的流动和漏磁场对磁粉的吸引。在应用干粉法检验时,还应使工件表面干燥,以免使磁粉受潮而无法进行检验。2.工件磁化选择适当的磁化方法及磁化规范,然后利用磁粉探伤设备使工件带有磁性,产生漏磁场准备磁粉探伤。