珠海荧光磁粉探伤机公司
发布时间:2024-12-09 01:03:29
珠海荧光磁粉探伤机公司
超声波探伤机与磁粉探伤的区别?超声波探伤是利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。基本原理超声波在介质中传播时有多种波型,检验中Z常用的为纵波、横波、表面波和板波。用纵波可探测金属铸锭、坯料、中厚板、大型锻件和形状比较简单的制件中所存在的夹杂物、裂缝、缩管、白点、分层等缺陷;用横波可探测管材中的周向和轴向裂缝、划伤、焊缝中的气孔、夹渣、裂缝、未焊透等缺陷;用表面波可探测形状简单的铸件上的表面缺陷;用板波可探测薄板中的缺陷。
珠海荧光磁粉探伤机公司
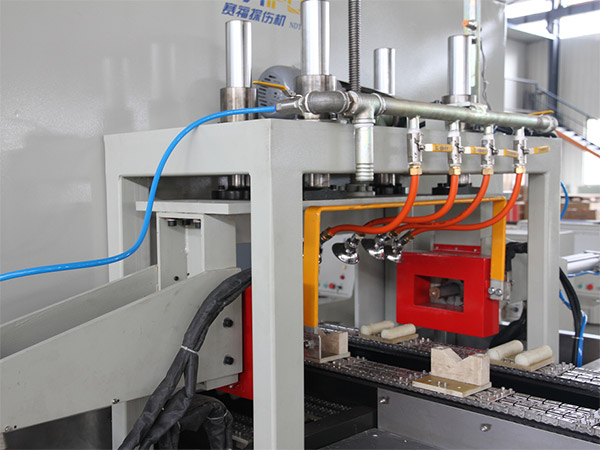
通用磁粉探伤机的原理所谓的非破坏性试验,即不通过的情况下损坏,其中检查对象表面,并通过一些物理方法检查的内部缺陷的存在或不存在,物理方法的各种检测设备所作的原理被称为无损探伤仪。磁粉探伤仪从测量原理不同可以分为:数字式超声波探伤仪,超声波探伤仪、磁粉探伤仪、涡流探伤仪、射线探伤仪和荧光探伤仪,主要用于探测机加工件内部有无缺陷(裂纹、砂眼、气孔、白点、夹杂等),焊缝是否合格,查找有无暗伤,从而判定工件合格与否。磁粉探伤机一般为无损探伤,探伤机造船、石油、化工、机械、航天、交通和建筑等工业部门检查船体、管道、高压容器、锅炉、飞机、车辆和桥梁等材料、零部件加工焊接质量,以及各种轻金属、橡胶、陶瓷等加工件的质量。磁粉探伤仪适用于工件进行表面或近表面探伤,其灵敏度高..将被检物体通过大电流后,形成磁场或将被检物体放入产生磁场的线圈中..如果物体表面或物体表面附近有裂纹等缺陷,散落在物体表面的铁磁性粉末将聚集在裂纹处。磁粉探伤机一般为无损探伤,探伤机造船、石油、化工、机械、航天、交通和建筑等工业部门检查船体、管道、高压容器、锅炉、飞机、车辆和桥梁等材料、零部件加工焊接质量,以及各种轻金属、橡胶、陶瓷等加工件的质量。

珠海荧光磁粉探伤机公司
超声波探伤机应用的常见领域荧光磁粉探伤机在工件探伤里的应用是非常多的,这主要是由其所具有的探伤方式多、成本低、探伤面积广等优点而决定的。要知道探伤机是很难应用到所有工件探伤中的,这也就致使其存在一定的局限性。这一章通用磁粉探伤机就和大家共同探讨下探伤机的优缺点各有哪些,让各位了解探伤机应用的常见领域!1:磁粉探伤机的优缺点优势:可以直观的显示出缺陷的位置、大小、形状和严重度,而且检测灵敏度比较高,甚至可以检测出微米级宽度的缺陷;在检测时探伤机几乎不受工件大小和几何形状的影响;要是用于检测单个工件,其检测速度快,工艺简单,成本低,污染轻。劣势:只能检测铁磁性材料,限于检测工件表面和近表面缺陷;要是发生通电法和触头法磁化时,易导致打火烧伤等等。

珠海荧光磁粉探伤机公司
荧光磁粉探伤机在特殊情况下的测量要领部分荧光磁粉探伤机,其由资料导磁变化形成的磁痕汇集;在特殊情况下,两种不同资料的接壤面处磁粉堆积;、碳化物层组织偏析;零件截面尺寸的突变处磁痕;磁化电流过高,因金属流线形成的磁痕;、由于工件外表不清洁或油污形成的斑点状磁痕。磁粉探伤的大体流程是怎样的呢?规程的适用范围;磁化办法(包括磁化标准、工件外表的准备);磁粉(包括粒度、颜色、磁悬液与荧光磁悬液的配制)。试片、技术操作、质量评定与检验记载。检测方法有哪些?1、选择任一主平面进行检测,并沿着相互垂直的格子线中心扫查,格子线间距为200mm,应对板边沿宽度为50mm的带状区域进行100%扫查。

珠海荧光磁粉探伤机公司
超声波探伤机常用的术语名称1.灵敏度:在超声波探伤仪荧光屏上发生可辨指示的小超声信号的一种测量。2.回波频率:回波在时间轴上进行扩大观察所得到的峰值间隔时间的倒数。3.灵敏度余量:超声探伤体系中,以必定电平表明的规范缺点勘探灵敏度与大勘探灵敏度之间的差值。4.分辨力:超声探伤体系可以区别横向、纵向或深度方向相距比来的必定巨细的两个相邻缺点的才能。5.按捺:在超声波探伤仪中,为了削减或消除低起伏信号(电或资料的噪声),以杰出较大信号的一种操控办法。6.闸口:为监控探伤信号或作进一步处置而选定一段时间规模的电子学办法。7.衰减器:使信号电压(声压)定量改动的设备。衰减量以分贝表明。8.信噪比:超声信号起伏与大背景噪声起伏之比。通常以分贝表明。9.堵塞:接纳器在接纳到发射脉冲或强脉冲信号后的霎时惹起的灵敏度下降或失灵的表象。10.增益:超声探伤仪接纳放大器的电压放很多的对数方式。以分贝表明。

珠海荧光磁粉探伤机公司
超声波探伤机在车轮缺陷检测中的应用数字超声波探伤仪在车轮缺陷检测中的应用,轮对是车辆走行部中Z重要的部件之一,对车辆轮对的检测并准确地判断其缺陷位置一直是铁道运输部门非常重视的问题。采用数字超声波探伤仪,实现轮对踏面的缺陷检测,包括:踏面剥离及剥离前期检测;踏面表面及近表面裂纹检测。超声波探伤机厂家超声波探伤仪系统利用超声表面波的脉冲反射原理进行缺陷检测。当轮对沿钢轨运行到探头位置,轮对踏面接触探头的瞬间,EMAT(电磁超声探伤技术)在车轮踏面表面及近表面激发出电磁超声表面波脉冲,超声表面波将沿踏面表面及近表面圆周以很小的损耗传播。超声表面波在踏面双向传播(顺时针和逆时针),沿车轮表面及近表面传播1周后回到探头位置,EMAT探头检测到返回的超声表面波后形成1次周期回波;未衰减的超声波继续沿踏面传播,依次形成第2次、第3次周期回波,直到能量衰减到设备无法检测为止。当车轮踏面表面及近表面有裂纹或剥离等缺陷存在时,超声波在缺陷端面处一部分能量被反射,沿原传播路径返回并被探头检测到,形成缺陷回波;另一部分能量绕过缺陷端面继续传播,形成周期性回波。通过正常的周期回波(RT)与缺陷回波(E)的对比分析,可以定性分析当前轮对的踏面缺陷状况。